|
|
|
|
|
|
|
|
|
�P(gu��n)�I�~��ͨ�L(f��ng)���y|�ߜ�ͨ�L(f��ng)���y|���P�ͨ�L(f��ng)���y ���ԣ����o
|
1.����
���U���y��һ�N�ܷ��͵��y���m����ұ�𡢻�����������ИI(y��)�����b�ڿ՚⡢��ȼ?x��)��w��·�У����Д����w���|(zh��)���á������Ǟ�ij��˾1006m3�ߠt�����DN900���U���y�y�w��Ҋ�D1����ԓ��������Q235A䓰庸�ӽY(ji��)��(g��u)������(j��ng)�˻�ȥ�����ӑ�(y��ng)�������M(j��n)�ЙC(j��)е�ӹ�����ˌ�����Ҫ���^�ߣ��P�߸���(j��)��(sh��)�H���a(ch��n)���Y(ji��)���£����������b��
�D1 ���U���y�y�w
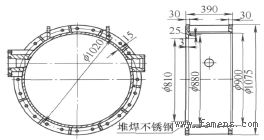
��1���O(sh��)Ӌ(j��)����(sh��)ԓ�y�w�����P(gu��n)����(sh��)���1��ʾ��
��1 �O(sh��)Ӌ(j��)����(sh��)

��2�����g(sh��)Ҫ��ٱ��y�w���Ӽ��g(sh��)Ҏ(gu��)��Ҫ��(y��ng)����YB/T036.11���ڸ���(j��)GB/T13927�����y�w�M(j��n)�Џ�(qi��ng)��ԇ�(y��n)�͚��ܷ���ԇ�(y��n)���ۺ��pȫ�����B�m(x��)���p�������ú��l��E4303���ܷ���Ѻ�A102���ܺ��p�߶ȑ�(y��ng)��С�����P(gu��n)���䓰��ȡ��ݱ��y�w����(y��ng)�M(j��n)��������(y��ng)��̎����
2.���ӹ�ˇ���̼���ǰ��(zh��n)��
���ӹ�ˇ���̞麸ǰ��(zh��n)�乤�������ӡ����^�z���������ԇ�(y��n)�����麸ǰ��(zh��n)�䡣
��1�������z�(y��n)
�z���y�w�M�����Ďγߴ��Ƿ���ψD���O(sh��)Ӌ(j��)Ҫ�ٙz�麸�������ϣ����l�z���Ƿ��c�D���O(sh��)Ӌ(j��)������ڙz�麸���O(sh��)���Ƿ��c���Ӽ��g(sh��)��ˇ����(sh��)��������������̎��ë�̡��͡�ˮ���P�����ʹ����̎�ʬF(xi��n)���ٹ�ɡ�
��2�����Ӳ���
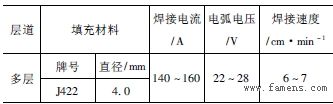
���y�w�������õĺ��l��E4303��J422�������Ӳ����M(j��n)�S��횑{�|(zh��)���ϸ��C������죬J422���lһ�㲻���ʩ���������r(sh��)�g���^һ���횺��ʩ������ɜض�100�棬�r(sh��)�g��1h��
��3���O(sh��)���x��
�����O(sh��)����xȡ���2��ʾ��
��2 �����O(sh��)��
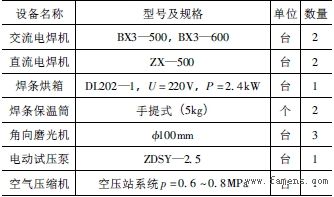
3.���ӹ�ˇ
��1�����ӷ��������l늻�����
��2�����^��ʽ���ǽ��^���ܰ����ʽ��Ҋ�D2����
�D2 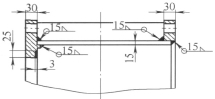
��3������λ�ã�ˮƽ��
��4�����Ӆ���(sh��)��Ҋ��3�����ǽӽ��^�ɲ��ö��Ӻ�������Ӷ�����������Ӻ��r(sh��)����һ�Ӻ�����(y��ng)�x��ֱ���^��(x��)�ĺ��l���\(y��n)�l��������(y��ng)ҕ�g϶��С�������g϶С�r(sh��)���ɲ���ֱ�����\(y��n)�l�������g϶�^��r(sh��)���ɲ���ֱ������(f��)���\(y��n)�l������
��3 ���Ӆ���(sh��)
�������?y��n)麸���һ�Ӻ���������λ�õĺ�������ͬ�ӵĺ��ӷ?A href="http://www.saasha.net">��ʩ�����y�w���к�����һ�ӑ�(y��ng)ȫ��������������������Ȼ���ô�ֱ�����l���^��ĺ�������M(j��n)�еڶ��Ӻ��ӣ��\(y��n)�l��������ֱ���Σ��Լ������^С�������κ���X�Σ������ö̻����ӡ�
���˱��C�����|(zh��)���ͷ�ֹ׃�Σ���(y��ng)ʹ���c��֮�g�ĺ��ӷ����෴�����p���^Ҳ����(y��ng)�e(cu��)�_��
���Ӷ�����ĺ��ӷ����c���Ӻ����ƣ�����ͬ����ÿ�Ӻ��p�ɔ�(sh��)��խ���p���нM�ɣ����ӕr(sh��)��(y��ng)ʹ��ֱ���\(y��n)�l����
4.���^�z��
�Ǻ��p�����^����Ŀҕ��(y��ng)�cĸ�ĈA���^�ɣ��⻬���^�������К�ס��A����ҧ߅�Ⱥ���ȱ�ݡ�
5.�y�w�ܷ���Ѻ�
��1���Ѻ�����
���l늻������Ѻ�����鰼�Σ��Ѻ�λ�ã�ƽ�ţ��Ѻ��Դ����ֱ�����á��Ѻ�����(sh��)���4��ʾ��
��4 �Ѻ�����(sh��)
��2���Ѻ���ˇ
�Ѻ�ǰ��(y��ng)���������(n��i)��ë�̡��͡�ˮ���P����������cһ�㺸�l늻�������һ�ӣ�ֻ������̎���Ø�(bi��o)ӛ���������Ӻ������һ�ӈA����ӣ��Ķ����C�Ѻ���ƽ���ȣ��Ѻ��Ӕ�(sh��)��3��5���\(y��n)�lͬ�r(sh��)��������(g��)������(d��ng)������ֱ����(d��ng)�����M��[��(d��ng)��(d��ng)�������l���M(j��n)��(d��ng)�����ڲ����r(sh��)����(y��ng)����(j��)�۳��Π��c��С��׃�����`����{(di��o)����(d��ng)����ʹ���ߺܺõf(xi��)�{(di��o)�����۳ؿ�����������Π��c��С������(n��i)����ʹ�\(y��n)�l��(d��ng)�������������ĸ�����
�\(y��n)�l�M��[��(d��ng)�r(sh��)����(y��ng)ʹ�ɂ�(c��)ͣ���r(sh��)�g���LЩ�Ա��C�Ѻ��Ӹ߶ȡ�����һ�¡��ջ��r(sh��)��Ҫע�⑪(y��ng)��M���ӣ�Ȼ���l��u̧�ߣ���������늻�����һЩ�a(ch��n)������Ѽy�IJ��ϣ���(y��ng)��늻���Ϩ��̎�����������Ա��C�Ѻ��|(zh��)����
�Ѻ����^�z�(y��n)����(y��ng)�к���ȱ�ݡ��y�w���w������M(j��n)���˻��������(n��i)��(y��ng)����
6.������ԇ�(y��n)
�y�w�ӹ����c�y��M�b���Σ��M(j��n)�К�����ԇ�(y��n)����������ԇ�(y��n)���b����ˇ��(bi��o)��(zh��n)Ҏ(gu��)�����]�ã�Ȼ�������U���y��(n��i)��1.1MPa���s�՚⣬5min���M��GB/T13927Ҏ(gu��)����
|
|
��������
|
|
���P(gu��n)���l(f��)��
|
��һƪ������(bi��o)�y�T�wϵ��(bi��o)��(zh��n)
��һƪ��
|
|
|
|
|
|
|
|
|


